Несмотря на кажущуюся сложность, этот процесс похож на намотку рыболовной лески на катушку удилища или швейных ниток на катушку.
В упрощенном виде процесс изготовления армированных полимерных материалов методом намотки можно представить следующими стадиями:
- Исходный армирующий материал АМ (стекло-, угле-, органоволокно или ровинг) сматывается со шпулярни и через отпариватель постурает в ванну пропитки содержащую связующее.
- В пропиточной ванне АМ смачивается и частично пропитывается и поступает в филъерный или револьверный отжим, где с него снимаются излишки связующего и происходит дальнейшая пропитка. В зависимости от типа связующего пропитанный АМ поступает на: а) формирование намоточной ленты (в случае использования связующего для мокрой намотки); б) шахту сушки и формирование намоточной ленты (в случае использования связующих перерабатываемых по методу препрега).
- Сформированная подобным образом намоточная лента с определенным усилием (примерно 30-60% от исходной прочности АМ) наматывается на оправку согласно схемы намотки. После окончания намотки армированный полимерный материал отверждают и извлекают оправку.
Конструкция машины для пропитки и намотки армирующего материала показана на рисунке 1.
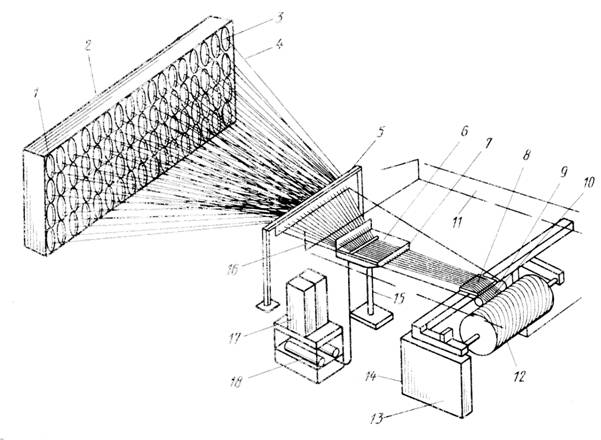
Рисунок 1 - Конструкция машины для пропитки и намотки армирующего материала:
1- нитеводители шпулярника; 2 - формующая качающаяся рамка с паковками; 3 - паковки с АМ; 4 - одиночные нити АМ; 5 - жгуторазделительная рама; 6 - ванна со смолой; 7 - фильеры; 8 - распорная планка; 9 - рубильная установка; 10 - ленты АМ; 11 - зонт вытяжной вентиляции; 12 - оправка; 13 - намоточная машина; 14 - зубчатые передачи; 15 - стойка для ванны со смолой; 16 - пряди АМ; 17 - две емкости со смолой; 18 - расположенное в одну линию смесительное устройство.
Более подробно о этих процессах можно прочитать в спец. литературе, списком которой или своим опытом, готовы поделиться сотрудники НПП Синтез.
До недавнего времени у этого метода существовали ограничения по размерам наматываемых изделий. Например трубы имели конечную длинну 4-6 метров, что создавало трудности примонтаже трубопроводов (ведь стеклопластик не сваришь как метал).
Разработка современных самосдвигающих оправок практически любого диаметра позволила сделать процесс намотки непрерывным, а получаемые трубы практически бесконечными или с длинами определенными будующей монтажной схемой. Кроме того, подобные установки могут быть смонтированы и успешно работают на базе грузовых машин типа КАМАЗ, УРАЛ что открывает возможность производства стеклопластиковых труб в полевых условиях.
Разработка новых связующих и технологий:
- намотки сосудов с цилиндрическим или элиптическим днищем;
- намотка (в том числе и непрерывная) на неснимаемые оправки;
- намотки фасонных деталей (фланцы, тройники, крестовины и т.д.)
открывают практически неограниченные перспективы в использовании армированных полимерных материалов. Подробнее об этом смотри в разделе: "Решение по отраслям".




