Этот процесс, известный также под названием «формование упругой емкостью», заключается в получении трехслойной конструкции, наружными слоями которой является волокнистый армирующий материал, а внутренним – пропитанный смолой эластичный пенополиуретан с открытыми порами. Когда такую конструкцию помещают в форму и сжимают, пенопласт сдавливается и смола выжимается в наружные слои. Упругий пенопласт развивает давление, достаточное для прижатия наружных слоев к поверхности формы.
При правильном соотношении компонентов материала можно получать и изделия, имеющие все преимущества сандвичевой конструкции, т.е. центральную часть с низкой плотностью и прочные лицевые поверхности, что обеспечивает благоприятное отношение жесткости к массе.
Описанный процесс схематически изображен на рисунке 1. Давление формования небольшое и в ряде случаев может быть менее 690 кПа. Метод рекомендуется для получения сравнительно больших плоских изделий, таких как съемный верх, капот и крыша транспортных средств.
|
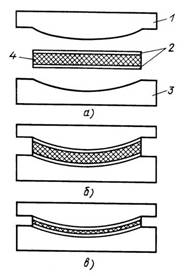
Рисунок 1 - Схема процесса формования "вспененной емкостью": а - форма открыта; б - форма частично закрыта; в - форма полностью закрыта, пенопласт сжат, смола выжимается в наружные слои; 1 - пуансон; 2 - сухой волокнистый армирующий материал; 3 - матрица; 4 - пропитанный смолой пенопласт. |
|
Преимущества процесса:
-
низкая плотность изделий;
-
высокая ударная вязкость;
-
хорошая прочность на изгиб;
-
короткий цикл формования.




