| Научно-производственное предприятие СИНТЕЗ |
Армированные композиционные материалы (АКМ), состоящие из смолы, волокон и других наполнителей, после отверждения являются твердыми телами, что позволяет относить их к конструкционным стеклопластикам. Характеристики готового изделия (такие как габаритные размеры, форма, величина серии) обуславливают выбор состава композиции, способа ее получения и формования.
Для изготовления изделия из армированных полимерных материалов методом ручной укладки, армирующий материал (АМ) загружают в форму, формуют изделие и проводят процесс отверждения, после чего он принимает очертания формы. Как правило, применяют формы негативные по отношению к готовому изделию, покрытые изнутри гелькоатом на основе пигментированной эпоксидной смолы, которая образует на изделии поверхностную пленку, но известны и позитивные формы. Детали, формуемые таким методом, состоят из армирующего наполнителя и связующего (на основе эпоксидных смол с отвердителем). Когда отвержденное изделие извлекают из формы, его внешняя поверхность оказывается покрытой тонким полимерным слоем - гелькоатом.
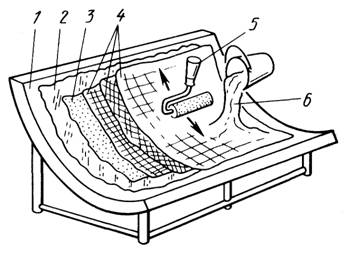
Контактное формование изделий в открытых формах методом ручной укладки осуществляется следующим образом: после нанесения на поверхность формы слоя связующего ее выстилают АМ (стеклоткань, стекломат). Затем тщательно смешивают заранее отмеренные количества смолы и отвердителя. Композицию можно наносить на АМ как вне формы, так и внутри нее. Для полного удаления воздуха и равномерности пропитки смолу наносят сначала на участки АМ в верхней части формы. Для уплотнения материала по форме и удаления пузырьков воздуха используют щетки, резиновые и зубчатые валики (или в некоторых случаях мохеровые валики). Смесь отвердителя со смолой можно наносить на АМ распылителем, который автоматически дозирует и смешивает компоненты. Особое внимание следует уделять нанесению первого слоя (часто это «кожица» из тонкой стекловуали или мата с развесом 229 г/м2), чтобы не допустить образования воздушных пузырьков между АМ и наружным смоляным слоем (гелькоатом). После этого уже можно наносить необходимое число слоев АМ до достижения расчетной суммарной толщины (и, следовательно, прочности). Слои АМ следует чередовать для обеспечения хорошей межслойной прочности сцепления, предотвращения появления воздушных включений и получения максимальной прочности. На рисунке 1 схематически показано расположение всех элементов стеклопластика.
|
Рисунок 1 - Элементы конструкции формы и изделия при формовании ручной укладкой: 1 - форма; 2 - разделительная пленка; 3 - наружный смоляной слой; 4 - стекловолокно; 5 - ручной валик; 6 - смола в смеси с катализатором. |
Полученный, таким образом, слоистый пластик можно считать элементарным конструкционным материалом. Варьирование соотношения смолы и армирующего наполнителя, вида армирующего материала и системы его укладки, типа смолы, вида и количества наполнителей позволяет существенно изменять физические свойства получаемых стеклопластиков.
Из 30-го опыта создания стеклопластиков нам известно, что оптимальным соотношением связующего и АМ при ручной укладке составляет 35 - 45% связующего. Большее содержание связующего приводит к снижению прочности, увеличению толщины стенки изделия, что приводит в конечном счете к удорожанию. Меньшее количество связующего делает стеклопластик "сухим" и не обеспечивает монолитности при ручной укладке. Как правило, в стеклопластиках, где используются полиэфирные смолы, содержание связующего колеблется в пределах 55 - 70%.
| Copyright © 2005 НПП СИНТЕЗ Сайт сделан компанией «ИБЦ», 2005 Работает на «Битрикс» |
340110, г. Донецк, а/я №1464 Тел.: +38 (0622) 95-46-32 Тел./факс: +38 (0622) 22-44-84 |